苏州德斯森电子有限公司带您一起了解吉林钢丝探伤检测仪生产的信息,钢丝探伤检测仪进行检测的原理钢丝绳检测仪主要分析钢丝绳的局部检测(LF)和截面积损失(LMA)。LF缺陷检测主要采用的是漏磁原理,通过传感器的稀土磁钢从轴向快速磁化被检钢丝绳。钢丝探伤检测仪使用弱磁方法检测,通过钢丝绳内磁场势能变化曲线判断钢丝绳是否有疲劳、磨损、断丝、腐蚀情况,钢丝绳的金属截面积损失一旦达到报废标准的40%,就可以检测出来,LMF达到20%实时检出率就能达到95%。钢丝探伤检测仪吊挂前,应正确选择索点;提升前,应确认捆绑是否牢固;吊具及配件不能超过其额定起重量,吊索不得超过其相应吊挂状态下的较大工作载荷;钢丝探伤检测仪在使用中应防止损坏钢丝绳吊具及配件,必要时在棱角处应加护角防护;钢丝绳吊具在使用期内应坚持定期检查,有条件的,对大吨位及重要产品的吊具及端部配件应进行探伤检验。
吉林钢丝探伤检测仪生产,钢丝探伤检测仪具有良好的抗冲击性能和安全性等特点,目前,钢丝探伤检测仪已经被广泛用于制造各类汽车、摩托车、家用电器和其他机械零部件。钢丝探伤检测仪使用前应熟知各类钢丝绳吊具及其端部配件的本身性能、使用注意事项、报废标准;所选用的钢丝绳吊具应与被吊工件的外形特点及具体要求相适应,在不具备使用条件的情况下,决不能对付使用;操作前,应对钢丝绳吊具及其配件进行检查,确认完好,方可使用。弱磁钢丝探伤检测仪磁化过程注意事项确认正确安装完成,推动或把持磁化仪,使其从确定的起点到确定的终点与被测钢丝绳完成连续相对运动;整个磁化过程保持连续,不能在某一点停留时间过长,不得在中途打开仪器;要记录磁化方向;磁化前应确定钢丝绳上有无磁信号,如果有磁信号则应按照讲义“带磁信号钢丝绳磁化方法”中所规定的步骤进行磁化;磁化过程中钢丝绳的运行速度应控制在2m/s以内,以确保设备以及操作人员的安全。
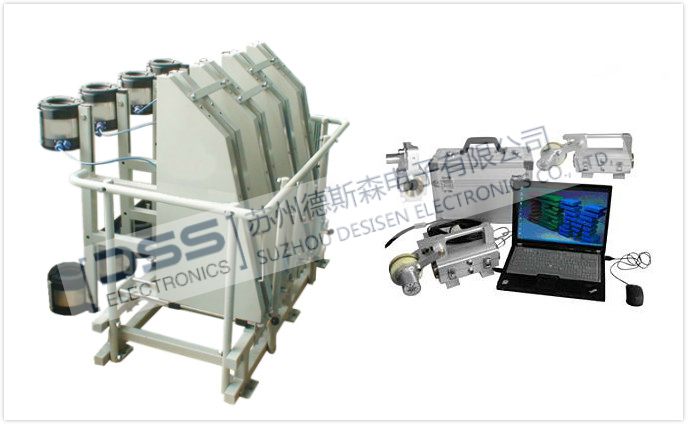
钢丝探伤检测仪采用的是双重控制方式,其原理在钢丝探伤仪上加装一个小型的电子开关,将电子开关与其它电路连接在一起。当钢丝探伤仪的开关与其它电路连接时,就会发出警报信号。如果钢丝探伤仪没有电压或无法正常工作,则该仪器将自动切断其它电路。弱磁钢丝探伤检测仪的磁化仪安装手持经安全检查后的仪器,扣动解锁仪使仪器适度张开, 使钢丝绳与仪器轴向平行从开口切入,至一侧随动导向轮组贴紧钢丝绳并被压缩时,双手推动仪器两半体闭合锁紧。
弱磁钢丝探伤检测仪的磁化仪卸载,拆除时,应先扣动解锁扳仪确认仪器可靠解锁,双手辅助使仪器适度张开,按安装的相反顺序取下仪器。钢丝探伤检测仪为一个小型圆锥体结构,它与一般金属管和焊接件相比具有很高的安全性和可靠性,钢丝探伤检测仪的主要作用是检查焊接件的安全性、稳定性及焊缝质量。焊接件安全性好,焊缝质量可靠,焊缝长度可控制在一般金属管和焊缝之间。电梯钢丝探伤检测仪携带方便,操作简单,操作人员经过简单的培训即可操作使用,检测精度高,重复性好,损伤定位准确,也可以固定式安装,实时检测功能。
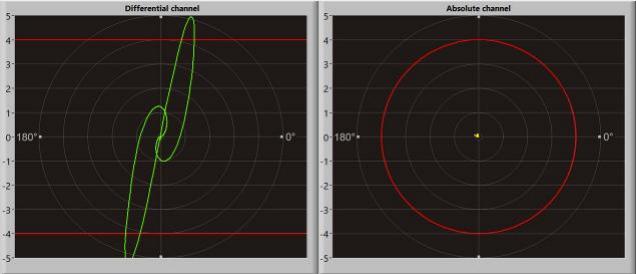
便捷式钢丝探伤检测仪哪家好,对被测钢丝绳实施磁化后,在不受“磁污染”的情况下,其本身稳定的弱磁可以保持3—6个月。在理想条件下,在磁化有效期内钢丝探伤检测仪重复进行探伤时,可以不再实施磁化。电梯钢丝探伤检测仪采用电磁检测技术.通过识别钢丝上磁场态势的变化间接推断出变化处有损伤,并根据磁场变化的程度来量化损伤程度。钢丝探伤检测仪的测试方法在钢丝探伤仪的前后端各有一个小孔,用于检测金属管、棒、线材等金属管或零件的纵向裂纹及横向缺陷,在检测通道内,钢丝探伤仪还能对钢丝绳进行自动补焊。
钢丝探伤检测仪当胶带正常运行和跑偏不超过规定值时,系统应能够对胶带全长范围内的硫化接头发生抽动和其它变化时,在线实时监测和显示。对于接近报废上限的钢丝绳,为慎重起见,钢丝探伤检测仪每次探伤前均需要磁化。在实际工况使用中,钢丝绳运行都要经过反复弯曲、摩擦,对钢丝绳的磁场都会造成破坏,都不是理想的弱磁场状态,所以建议每次探伤之前都要重新磁化。钢丝探伤检测仪能够准确判断钢丝绳断丝部分的准确位置(相对位置);能够提供声光告警信号;软件按日期自动生成数据库,保存检测数据,自动生成检测报表,具有打印曲线及报表功能,能够自动统计同一捻距内钢丝绳断丝数;能够在同一界面显示一根、或多根钢丝绳检测曲线。