苏州德斯森电子有限公司为您介绍江苏无损探伤仪哪里有的相关信息,探伤仪的工件的表面光滑、硬度好,不易受损;工件表面无明显划痕,不会出现裂纹;探伤仪在机加工时,一般用来检查机加工件内部有无缺陷和缝隙。磁粉探伤仪是用于测量机加工件内部有没有杂质或者其他异物。探伤仪t热裂纹产生的原因是焊接时熔池的冷却速度很快,造成偏析;焊缝受热不均匀产生拉应力。防止措施限制母材和焊接材料中易偏析元素和有害杂质的含量,主要限制硫含量,提高锰含量;提高焊条或焊剂的碱度,以降低杂质含量,改善偏析程度;改进焊接结构形式,采用合理的焊接顺序,提高焊缝收缩时的自由度。
江苏无损探伤仪哪里有,超声波探伤仪是利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。探伤仪从测量原理不同可以分为数字式超声波探伤仪,超声波探伤仪、磁粉探伤仪、涡流探伤仪、射线探伤仪和荧光探伤仪,主要用于探测机加工件内部有无缺陷(裂纹、砂眼、气孔、白点、夹杂等),焊缝是否合格,查找有无暗伤,从而判定工件合格与否。
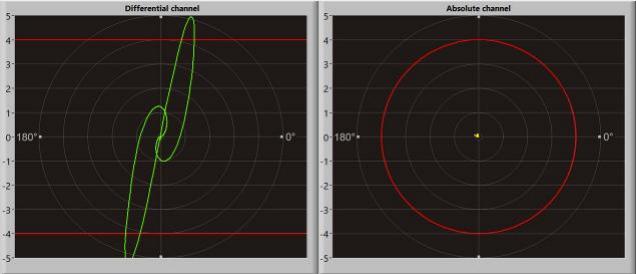
钢丝绳探伤仪定制,回波高度较大,波幅宽,会出现多峰,探伤仪的探头平移时反射波连续出现波幅有变动,探头转时,波峰有上下错动现象。裂纹是一种危险性较大的缺陷,它除降低焊接接头的强度外,还因裂纹的末端呈尖销的缺口,焊件承载后,引起应力集中,成为结构断裂的起源。裂纹分为热裂纹、冷裂纹和再热裂纹三种。弱磁钢丝绳探伤仪磁化过程注意事项确认正确安装完成,推动或把持磁化仪,使其从确定的起点到确定的终点与被测钢丝绳完成连续相对运动;整个磁化过程保持连续,不能在某一点停留时间过长,不得在中途打开仪器;记录磁化方向;磁化前应确定钢丝绳上有无磁信号,如果有磁信号则应按照讲义“带磁信号钢丝绳磁化方法”中所规定的步骤进行磁化;磁化过程中钢丝绳的运行速度应控制在2m/s以内,以确保设备以及操作人员的安全。

磁粉探伤仪价位,数字式超声波探伤仪主要用于测量加工件的焊缝是否合格,从而判定机加工件内部有无缺陷(裂纹、砂眼、夹杂等);射线探伤仪主要用于测量加工件的焊接是否合格,从而判断机加工件内部有无暗伤;磁粉探伤仪主要用于检查机加工件的焊接是否合格。探伤仪的应用有很广泛,比如用超声的反射来测量距离,利用大功率超声的振动来清除附着在锅炉上面的水垢,利用高能超声做成"超声刀"来消灭、击碎人体内的癌变、结石等,探伤仪而利用超声的反射等效应和穿透力强、能够直线传播等的特性来进行检测也是其中一个很大的应用领域。探伤仪的检测应用主要包括在工业上对各种材料的检测和在医疗上对人体的检测诊断,通过它人们可以探测出金属等工业材料中有没有气泡、伤痕、裂缝等缺陷,可以检测出人们身体的软组织、血流等是否正常。

数字式探伤仪生产厂家,便携式钢丝绳探伤仪磁化时注意事项 磁化距离要尽可能长。只有磁化距离长探伤的距离才可能长。 磁化过程中始终要朝一个方向运行,不能来回反复。 磁化时使磁化仪从被测钢丝绳的起点到终点完成连续运动,注意中途不能打开设备也不宜在某一处停留时间过长。并且要记录磁化方向。 探伤位置旁边如果有铁磁性物质,磁化仪要尽量远离。确保不与之接触。 磁化前应确保钢丝绳上没有磁信号,如果钢丝绳存在磁信号则磁化时应严格遵照“带磁信号钢丝绳磁化方法”所规定的步骤进行磁化操作,以免由于不当磁化给您的正常生产带来影响。 注意磁化仪的安装技巧。以免由于安装不当造成设备损坏。
探伤仪的检测方法主要有电子探伤仪,可以对各种材料进行电磁场探伤。激光探伤仪,能在瞬间产生强大的冲击波和震动。电子激光器是由电阻、电容、电压和其它元素构成。在机加工件内部的电阻、电容和其它元素是通过电子线路传输的。磁粉探伤仪是用于测量机加工件内部有无缺陷,并且可以测量出有缺陷部位的电流。磁粉探伤仪主要用于检查机加工件表面是否存在损坏。由于磁粉探伤仪具有较强的穿透能力,所以它可以用来进行各种复杂零件的检查。