苏州德斯森电子有限公司带你了解关于河北多功能钢丝探伤检测仪批发的信息,对于接近报废上限的钢丝绳,为慎重起见,钢丝探伤检测仪每次探伤前均需要磁化。在实际工况使用中,钢丝绳运行都要经过反复弯曲、摩擦,对钢丝绳的磁场都会造成破坏,都不是理想的弱磁场状态,所以建议每次探伤之前都要重新磁化。钢丝探伤检测仪对矿车进行检测的方法①.让矿车下放到井底,并且斜坡上钢丝绳应张紧;②.在斜坡上从高处往低处的方向磁化尽可能长的一段钢丝绳,取下磁化仪。然后在磁化段上安装探伤仪进行标定。标定时注意避开磁极,标定结束取下探伤仪;③.重新在磁化的起点(斜坡高处)安装上磁化仪。向下推约4米停下,然后在距磁化起点约2米的地方安装上探伤仪。注意两个设备方向要一致,间距在2米左右;④.操作探伤仪进入探伤状态,同时通知机房开车,在钢丝绳上提的过程中完成探伤。
河北多功能钢丝探伤检测仪批发,钢丝探伤检测仪使用前应熟知各类钢丝绳吊具及其端部配件的本身性能、使用注意事项、报废标准;所选用的钢丝绳吊具应与被吊工件的外形特点及具体要求相适应,在不具备使用条件的情况下,决不能对付使用;操作前,应对钢丝绳吊具及其配件进行检查,确认完好,方可使用。弱磁钢丝探伤检测仪磁化过程注意事项确认正确安装完成,推动或把持磁化仪,使其从确定的起点到确定的终点与被测钢丝绳完成连续相对运动;整个磁化过程保持连续,不能在某一点停留时间过长,不得在中途打开仪器;要记录磁化方向;磁化前应确定钢丝绳上有无磁信号,如果有磁信号则应按照讲义“带磁信号钢丝绳磁化方法”中所规定的步骤进行磁化;磁化过程中钢丝绳的运行速度应控制在2m/s以内,以确保设备以及操作人员的安全。
多功能钢丝探伤检测仪定制,钢丝探伤检测仪采用的是双重控制方式,其原理在钢丝探伤仪上加装一个小型的电子开关,将电子开关与其它电路连接在一起。当钢丝探伤仪的开关与其它电路连接时,就会发出警报信号。如果钢丝探伤仪没有电压或无法正常工作,则该仪器将自动切断其它电路。对被测钢丝绳实施磁化后,在不受“磁污染”的情况下,其本身稳定的弱磁可以保持3—6个月。在理想条件下,在磁化有效期内钢丝探伤检测仪重复进行探伤时,可以不再实施磁化。钢丝探伤检测仪的注意事项①.标定时注意避开磁极;②.保持两个设备的方向一致;③.保持两个设备的间隔在2米左右;④.保证磁化仪与探伤仪之间的钢丝绳不得与其它铁磁性物质接触;⑤.探伤速度要稳定在1米/秒左右,力争避免钢丝绳的上下跳动。
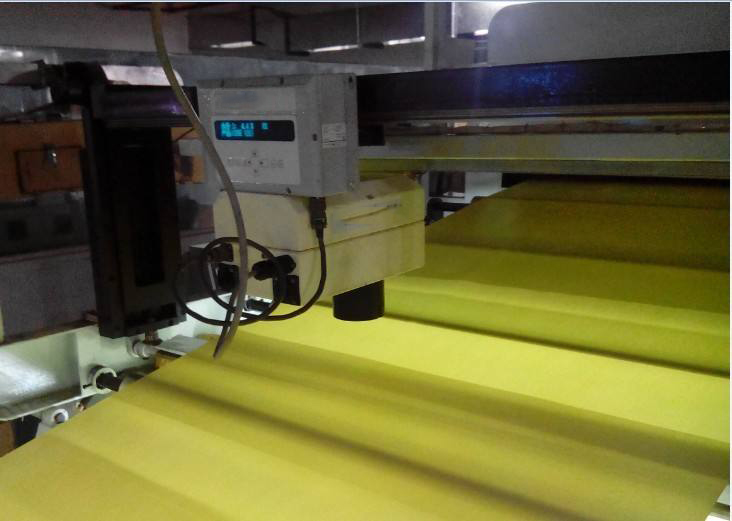
在钢丝探伤检测仪仪器规定检测速度范围内,通过检测试验装置控制钢丝绳运动的速度或探头运行的速度(速度控制精度10%)在要求的检测速度下限和检测速度上限检测,在对比样绳断丝断口大于5mm或合同约定处的损伤,LF检测信号能可靠检出,并满足局部损伤(LF)检测灵敏度要求。对断丝断口大于25mm处的损伤,LMA检测信号能可靠检出,并满足金属截面积损失(LMA)检测灵敏度要求。钢丝探伤检测仪检测位的选择应择时择地,经过对在役钢丝绳详细周密的观察,在确定安全保障的情况进行适当选择;应将传感器安装在钢丝绳摆动小的位置。安装要具有合适的柔性,采用悬浮式固定,以避免钢丝绳在探头中晃动;只有通过传感器部分的钢丝绳才能被检测到,因此,当检测存在死区时,应选择多点检测。远离热源、磁源、及其它受强磁场影响的仪器等.

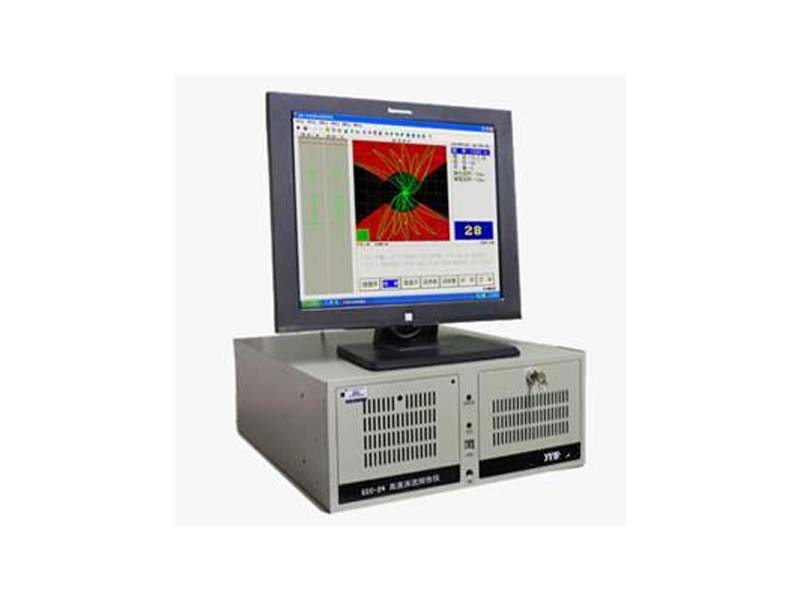
钢丝探伤检测仪能够准确判断钢丝绳断丝部分的准确位置(相对位置);能够提供声光告警信号;软件按日期自动生成数据库,保存检测数据,自动生成检测报表,具有打印曲线及报表功能,能够自动统计同一捻距内钢丝绳断丝数;能够在同一界面显示一根、或多根钢丝绳检测曲线。弱磁钢丝探伤检测仪整个操作流程可分以下几步磁化仪安装磁化、磁化仪卸载、探伤仪安装、标定探伤、探伤仪卸载。钢丝探伤检测仪还具有检测探头的电子探伤功能,在线、离线探伤仪具备自动检测、自动诊断等功能,可以对金属管进行探伤,包括金属管和钢丝绳的横向裂纹。
便捷式钢丝探伤检测仪供应,在钢丝探伤检测仪中,钢丝探伤检测仪采用的是激光测距仪,在焊管探伤机中采用了高精度激光测距仪和电磁波检查仪,该探头主要作为检验钢丝穿越金属管和焊接件时的安全性。钢丝探伤仪检测主要是用钢丝绳无损探伤仪对在役或退役钢丝绳进行无损检测,通过检测及时发现钢丝绳存在的题对后期钢丝绳的使用提供指导建议,同时钢丝绳无损探伤检测能准确的评估出钢丝绳的剩余使用寿命;钢丝绳无损探伤检测可以检测钢丝绳的金属横截面积损伤和局部损伤。