苏州德斯森电子有限公司关于山东旋转式涡流探伤仪供货商的介绍,涡流探伤仪是一种基于涡流检测原理来探测钢铁棒材、板材是否存在裂纹、气孔等缺陷的设备,它具有抑制干扰信号、拾取有用信息的功能,该仪器由振荡器、探头线圈、信号检波装置、测量比较电路、信号处理报警显示及电源等几部分组成,主要用于金属材料的无损探伤。涡流探伤仪对导电材料表面和近表面缺陷的检测灵敏度较高;应用范围广,对影响感生涡流特性的各种物理和工艺因素均能实施监测;不需用耦合剂,易于实现管、棒、线材的高速、自动化检测;在固定的条件下,能反映有关裂纹深度的信息;可在高温、薄壁管、细线、零件内孔表面等其它检测方法不适用的场合实施监测。
山东旋转式涡流探伤仪供货商,涡流探伤仪的激光焊接是利用高能量密度的激光束作为热源的一种效率高、精密焊接方法,目前激光焊接大多用于薄壁件的焊接,被广泛应用在汽车、轮船、飞机高铁等高精制造领域。涡流探头与涡流探伤仪配合使用,可为飞机制造商提供一种经济有效的方法,在飞机关键部件重新投入使用前对其进行检查。在很多情况下,油漆或涂层,不必在检查前除去;这相当于节省了大量时间。一个通用且易于使用的涡流探伤仪,如NORTEC 仪器,对于帮助完成检查工作非常重要,这样飞机就可以安全地继续运行,而不是不必要地接地。
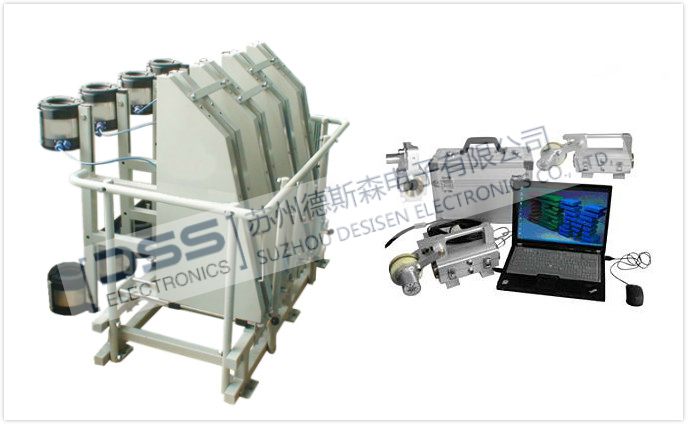
无线管涡流探伤仪供货商,整个涡流探伤仪运动控制系统可以促进工件和探头在检测过程中的配合,使探头按照节拍完成整个焊缝的检测工作。涡流探伤仪操作简便,工作效率高,采用工业PLC控制,既可手动单步操作,亦可自动循环工作,周、纵向电流分别可调,具有断电相位控制功能。可分别进行周向、纵向、复合磁化。工件可以转动,检测时机器可按工艺要求设定的程序自动完成除上下料及观察外(如夹紧、喷液、磁化、退磁、转动等等)的自动化工作。涡流通道的损耗电阻,以及涡流的产生的反磁通,又反射到探头线圈,改变了线圈的电流大小及相位,即改变了线圈的阻抗。因此,探头在金属表面移动,遇到缺陷或材质、尺寸等变化时,使得涡流磁场对线圈的反作用不同,引起线圈阻抗变化,通过涡流检测仪器探伤仪测量出这种变化量就能鉴别金属表面有无缺陷或其它物理性质变化。

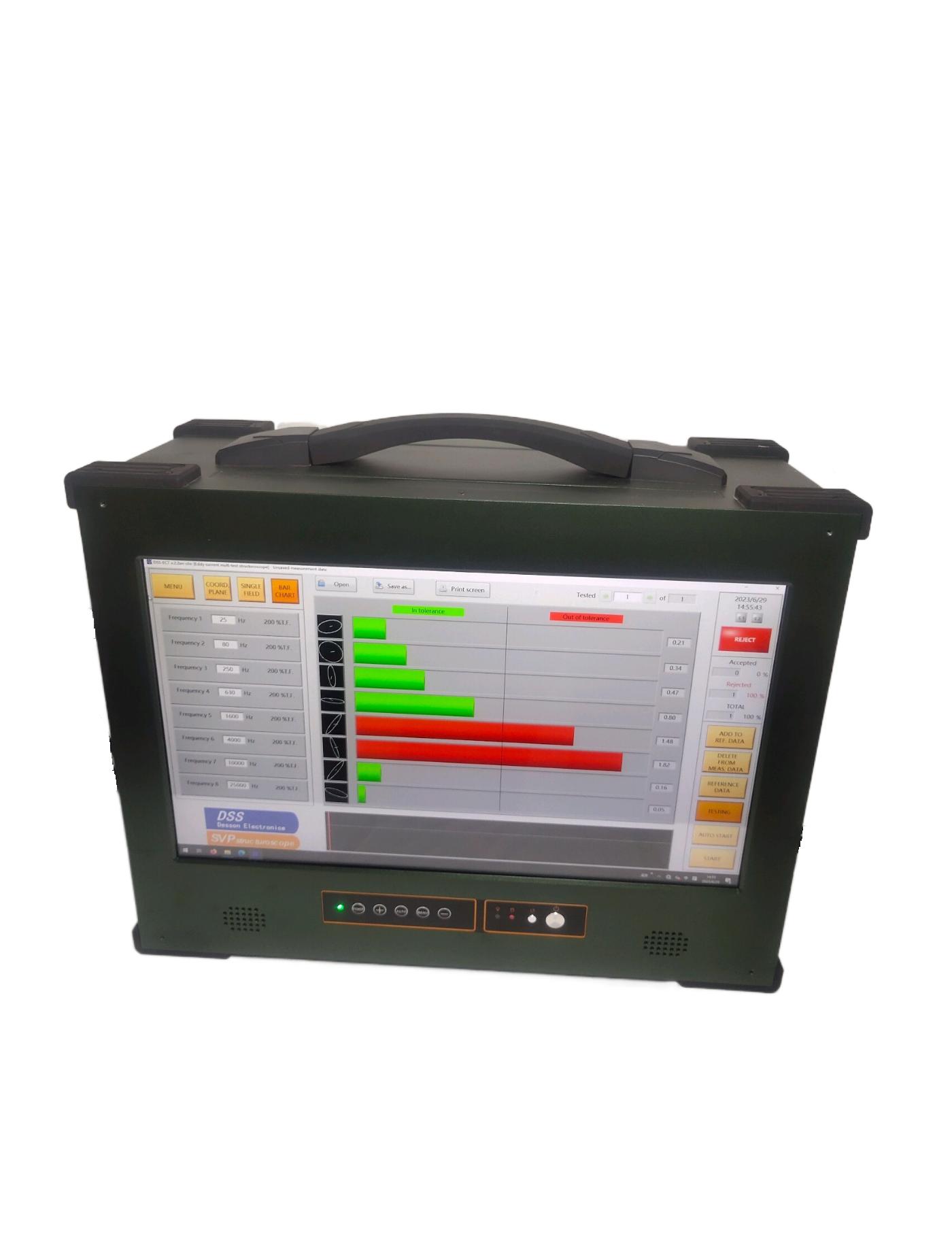
智能涡流探伤仪加工,涡流探伤仪检测的特点主要包括(1)对小裂纹和其它缺陷的敏感性;(2)检测表面和近表面缺陷速度快,灵敏度高;(3)检验结果是即时性的;(4)设备接口性好;(5)仅需要作很少的准备工作;(6)测试探头不需要接触被测物;(7)可检查形状尺寸复杂的导体。穿过式涡流探伤仪的探头适用于铜、铝、锆、钛等有色金属管材、棒材、线材和丝材检测;两个线圈中间的空气中不存在磁场,输出电压为0;当导电工件接近测头,回路阻抗产生变化,输出电压不再为由于阻抗的变化,两端线圈的交流电流(即电压)发生变化,进而从测头发出的模拟量信号经E70S放大后变成数字量信号。通过阻抗的变化,就能够判定工件合格与否。工件有表面裂纹等缺陷时,E70S放大器的画面上有变化。

当涡流探伤仪的探头在被测试件表面上划过时,由于被测试件和探头都具有高磁导率,磁通主要集中在探头和被测试件接触点的主磁路内;忽略漏磁通时,可认为主磁路内处处都有相同的磁通。涡流探伤仪的正弦波振荡器提供激励信号,其输出端直接与激励线圈相连,激励线圈用作高频正弦信号激励源,通以高频正弦信号就会产生交变磁场(一次磁场)。涡流探伤仪常用的特征量提取方法有傅里叶描述法、主分量分析法和小波变换法。不受探头速度影响,且可由该描述法重构阻抗图,采样点数目越多,重构曲线更逼近原曲线。
在填充系数较小时,为了使涡流探伤仪检测能够正常进行,应选择较小的相位角尽量提高探伤灵敏度。正常检测时,为了保护检测线圈不被撞坏,同时获得较高的探伤灵敏度和信噪比,通常选取填充系数η为80~85为宜。涡流探伤仪原理是用激磁线圈使导电构件内产生涡电流,借助探测线圈测定涡电流的变化量,从而获得构件缺陷的有关信息。按探测线圈的形状不同,可分为穿过式(用于线材、棒材和管材的检测)、探头式(用于构件表面的局部检测)和插入式(用于管孔的内部检测)三种。