
苏州德斯森电子有限公司带你了解无锡手持式钢丝探伤检测仪多少钱相关信息,钢丝探伤检测仪对矿车进行检测的方法①.让矿车下放到井底,并且斜坡上钢丝绳应张紧;②.在斜坡上从高处往低处的方向磁化尽可能长的一段钢丝绳,取下磁化仪。然后在磁化段上安装探伤仪进行标定。标定时注意避开磁极,标定结束取下探伤仪;③.重新在磁化的起点(斜坡高处)安装上磁化仪。向下推约4米停下,然后在距磁化起点约2米的地方安装上探伤仪。注意两个设备方向要一致,间距在2米左右;④.操作探伤仪进入探伤状态,同时通知机房开车,在钢丝绳上提的过程中完成探伤。
钢丝探伤仪适用于无缝管、焊管等金属管、棒、线材的在线、离线探伤,可用于其他机械零部件的自动探伤。具有二个相对独立的测试通道,可分别驱动单只不同形式的检测探头,或由和差动线圈构成的组合式探头,检测通道同时数据采集,用于检出金属管、棒生产中出现的纵向裂纹和横向缺陷(如驳口)。钢丝探伤检测仪吊挂前,应正确选择索点;提升前,应确认捆绑是否牢固;吊具及配件不能超过其额定起重量,吊索不得超过其相应吊挂状态下的较大工作载荷;钢丝探伤检测仪在使用中应防止损坏钢丝绳吊具及配件,必要时在棱角处应加护角防护;钢丝绳吊具在使用期内应坚持定期检查,有条件的,对大吨位及重要产品的吊具及端部配件应进行探伤检验。
无锡手持式钢丝探伤检测仪多少钱,钢丝探伤检测仪仪器携带方便,操作简单,操作人员经过简单的培训即可操作使用,检测精度高,重复性好,损伤定位准确。弱磁钢丝探伤检测仪磁化过程注意事项确认正确安装完成,推动或把持磁化仪,使其从确定的起点到确定的终点与被测钢丝绳完成连续相对运动;整个磁化过程保持连续,不能在某一点停留时间过长,不得在中途打开仪器;要记录磁化方向;磁化前应确定钢丝绳上有无磁信号,如果有磁信号则应按照讲义“带磁信号钢丝绳磁化方法”中所规定的步骤进行磁化;磁化过程中钢丝绳的运行速度应控制在2m/s以内,以确保设备以及操作人员的安全。

矿用钢丝探伤检修仪加工,在钢丝探伤检测仪仪器规定检测速度范围内,通过检测试验装置控制钢丝绳运动的速度或探头运行的速度(速度控制精度10%)在要求的检测速度下限和检测速度上限检测,在对比样绳断丝断口大于5mm或合同约定处的损伤,LF检测信号能可靠检出,并满足局部损伤(LF)检测灵敏度要求。对断丝断口大于25mm处的损伤,LMA检测信号能可靠检出,并满足金属截面积损失(LMA)检测灵敏度要求。电梯钢丝探伤检测仪携带方便,操作简单,操作人员经过简单的培训即可操作使用,检测精度高,重复性好,损伤定位准确,也可以固定式安装,实时检测功能。
弱磁钢丝探伤检测仪的磁化仪卸载,拆除时,应先扣动解锁扳仪确认仪器可靠解锁,双手辅助使仪器适度张开,按安装的相反顺序取下仪器。钢丝探伤检测仪,是广泛应用在矿山、索道、起重设备、电梯、港口机械、缆索桥等领域的损伤探测设备。检测仪器按照规定的工作规程,应在下列条件下正常工作环境温度为0℃~+40℃;空气相对湿度不大于90%;电源电压交流V±10%,频率(50±1)Hz,或电池连续工作2h。钢丝探伤检测仪的特点钢丝绳无限不确定。唯有应用钢丝探伤检测仪进行检测,以软件取代传统仪器,由计算机直接采样处理,才能保证不漏检、不误判,如同看电影,对钢丝绳进行全程扫描,结果准确无误,重复性好。
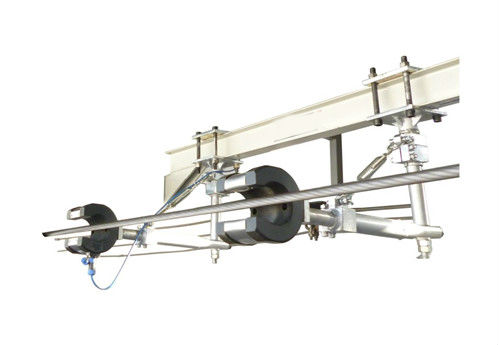
钢丝探伤检测仪采用永磁、漏磁原理,检测时,先用一组永磁铁使钢丝绳磁饱和。然后,磁头包裹着钢丝绳相对匀速运行。钢丝绳表面的任何缺陷如断丝、磨损、锈蚀等都会引起漏磁量和磁通量的变化,从而被霍尔传感器捕捉,转变为电信号,输出直观的模拟信号。该探伤仪采用的是钢丝探伤检测仪,在钢丝探伤仪的检测中采用了两个相对独立的检测通道,即钢丝探伤仪和焊管探伤仪。钢丝探伤检测仪检测位的选择应择时择地,经过对在役钢丝绳详细周密的观察,在确定安全保障的情况进行适当选择;应将传感器安装在钢丝绳摆动小的位置。安装要具有合适的柔性,采用悬浮式固定,以避免钢丝绳在探头中晃动;只有通过传感器部分的钢丝绳才能被检测到,因此,当检测存在死区时,应选择多点检测。远离热源、磁源、及其它受强磁场影响的仪器等.















