苏州德斯森电子有限公司为您提供江苏单频涡流探伤仪批发相关信息,涡流探伤仪对导电材料表面和近表面缺陷的检测灵敏度较高;应用范围广,对影响感生涡流特性的各种物理和工艺因素均能实施监测;不需用耦合剂,易于实现管、棒、线材的高速、自动化检测;在固定的条件下,能反映有关裂纹深度的信息;可在高温、薄壁管、细线、零件内孔表面等其它检测方法不适用的场合实施监测。涡流探伤仪主要用于探测机加工件内部有无缺陷(裂纹、砂眼、气孔、白点、夹杂等),焊缝是否合格,查找有无暗伤,从而判定工件合格与否。
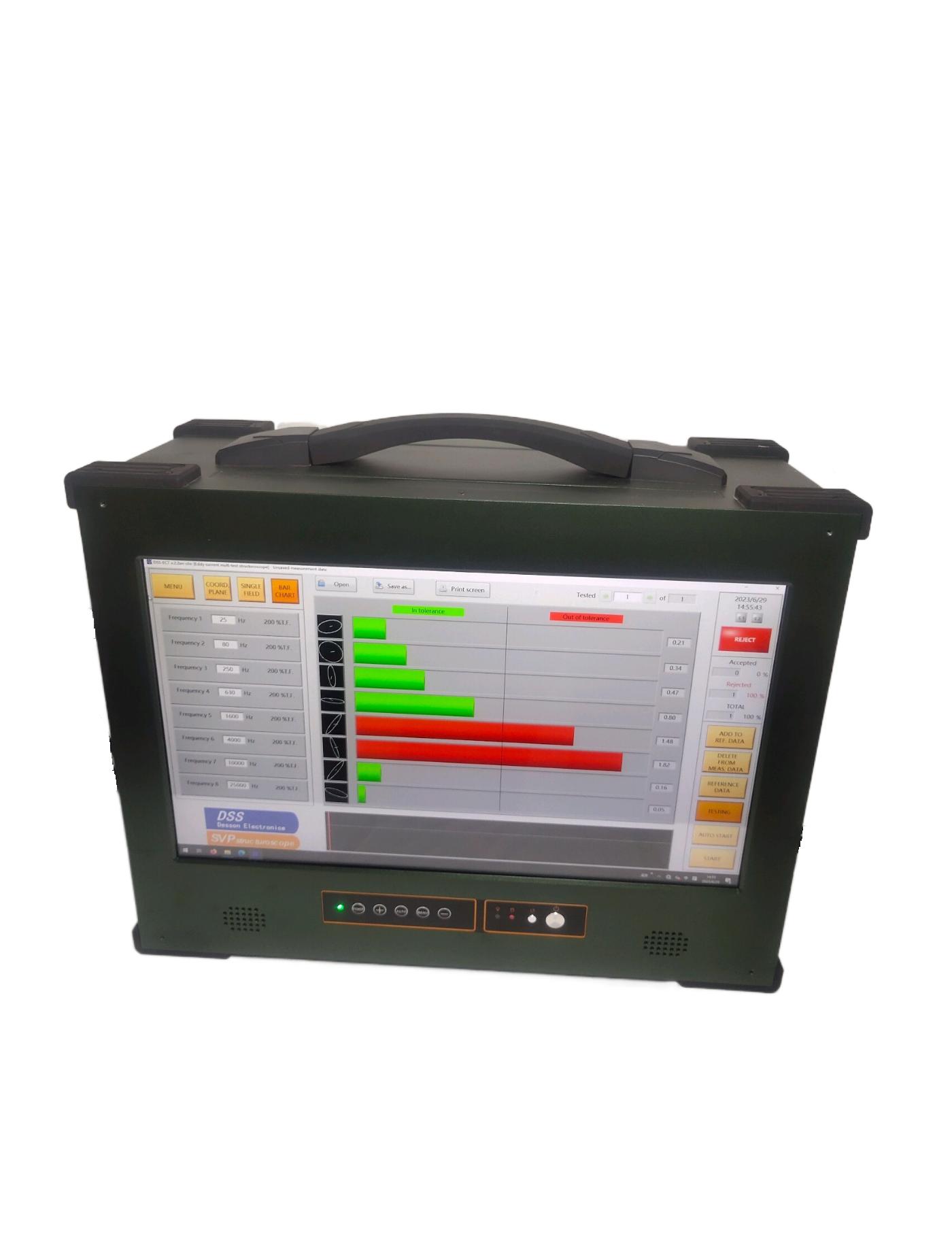
涡流探伤仪工作原理涡流检测就是运用电磁感应原理,将正弦波电流激励探头线圈,当探头接近金属表面时,线圈周围的交变磁场在金属表面产生感应电流。对于平板金属,感应电流的流向是以线圈同心的圆形,形似旋涡,称为涡流。同时涡流也产生相同频率的磁场,其方向与线圈磁场方向相反。 涡流探伤仪操作简便,工作效率高,采用工业PLC控制,既可手动单步操作,亦可自动循环工作,周、纵向电流分别可调,具有断电相位控制功能。可分别进行周向、纵向、复合磁化。工件可以转动,检测时机器可按工艺要求设定的程序自动完成除上下料及观察外(如夹紧、喷液、磁化、退磁、转动等等)的自动化工作。

江苏单频涡流探伤仪批发,穿过式涡流探伤仪的探头的外形有穿过式、点式、扇形、矩形、椭圆形等异形涡流探头;电路结构有单差动、多差动和电桥差动等多种形式。其中外穿式探头,能够检测整个周向的缺陷,检测灵敏度高,在固定的范围内具有良好的现行指示,可以通过信号的幅度和相位来判断裂纹的深度与大小、减薄程度以及是否存在孔洞或夹渣。 当涡流探伤仪的上位机发送开始指令后,运动控制系统将工件和探头运动到指定位置。随后上位机向涡流主机发送检测指令,涡流主机开始工作。与此同时上位机向运动控制系统发送检测指令,运动控制系统带着涡流探头检测整个焊缝区域。检测完成后,上位机向运动控制系统和涡流探伤仪发送结束指令即可完成整个焊缝的检测。

无线管涡流探伤仪供应,涡流探伤仪系统由涡流主机、涡流探头、上位机和运动控制系统组成。我们将涡流主机集成到线上后即可实现工件的在线探伤检测,并实时反馈检测结果。当涡流探伤仪导体表面或近表面出现缺陷或测量金属材料的一些性质发生变化时,将影响到涡流的强度和分布,从而我们就可以通过一起来检测涡流的变化情况,进而可以间接的知道导体内部缺陷的存在及金属性能是否发生了变化。涡流探伤仪利用电磁感应原理,通过检测被检测工件内感生涡流的变化来无损地评定导电材料及其工件的某些性能,或发现缺陷的无损检测方法称为无损检测。
脉冲涡流探伤仪哪家好,涡流探伤仪的激光焊接是利用高能量密度的激光束作为热源的一种效率高、精密焊接方法,目前激光焊接大多用于薄壁件的焊接,被广泛应用在汽车、轮船、飞机高铁等高精制造领域。穿过式涡流探伤仪的探头特点适用频带范围宽,检测灵敏度高,检测性能稳定,抗干扰能力强,形状可定制,应用范围广;激励功率强,填充系数小,不易磨损,使用寿命长。涡流探伤仪可广泛应用于各类有色金属、黑色金属管、棒、线、丝、型材的在线、离线探伤。对金属管、棒、线、丝、型材的缺陷,如表面裂纹、暗缝、夹渣和开口裂纹等缺陷均具有较高的检测灵敏度。