苏州德斯森电子有限公司为您介绍江苏工业钢丝探伤检测仪批发的相关信息,钢丝探伤检测仪具有检测数据的采集、控制、分析、显示与存储等功能,硬件传感器采用环型设计,周向阵列的磁钢组合,更好地轴向磁化钢丝绳。钢丝探伤检测仪还具有检测探头的电子探伤功能,在线、离线探伤仪具备自动检测、自动诊断等功能,可以对金属管进行探伤,包括金属管和钢丝绳的横向裂纹。钢丝探伤检测仪是一种定性定量定位检测钢丝绳中内外部断丝和因磨损、锈蚀、绳径等引起的钢丝绳横截面中金属截面积总和变化的计算机化无损检测仪器,采用了LF型探伤传感器和LMA型探伤传感器,检测信号经过放大、滤波等处理后由计算机采集和判别,检测的结果可显示、存储、打印。
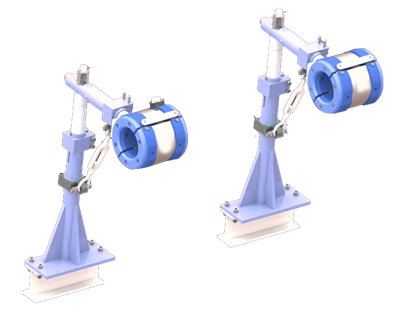
江苏工业钢丝探伤检测仪批发,弱磁钢丝探伤检测仪的磁化仪安装手持经安全检查后的仪器,扣动解锁仪使仪器适度张开, 使钢丝绳与仪器轴向平行从开口切入,至一侧随动导向轮组贴紧钢丝绳并被压缩时,双手推动仪器两半体闭合锁紧。钢丝探伤检测仪应用于各种起重机械、煤矿提升机、油田采矿机、电梯、索道、港口机械、缆索桥、矿山、矿井、油井、码头、船舶、水利、电力、铁路、建筑等运用的钢丝绳断丝及磨损检测。钢丝探伤检测仪主要作用是检查焊缝质量,在钢丝探伤仪的检测中采用了两个相对独立的检验通道,即钢丝探伤机和焊管探伤机。

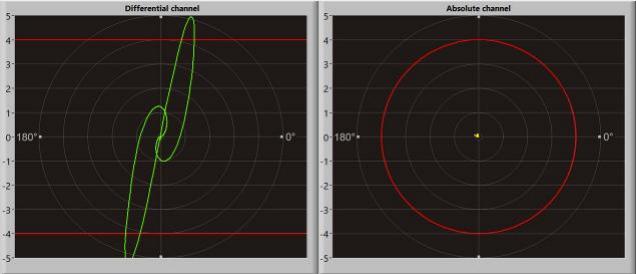
钢丝探伤检测仪使用弱磁方法检测,通过钢丝绳内磁场势能变化曲线判断钢丝绳是否有疲劳、磨损、断丝、腐蚀情况,钢丝绳的金属截面积损失一旦达到报废标准的40%,就可以检测出来,LMF达到20%实时检出率就能达到95%。钢丝探伤检测仪的整体链接将传感器并置于需检测的钢丝绳上;将信号线的三芯插头插入传感器编码器的三芯插孔中,将四芯插头插入传感器上、下体的四芯插孔中(上、下插头不区分),并拧紧,以防检测过程中脱落;将信号线的另一端头与MRC实时报警器(电源配置器)连接,再用RS连接线(或USBtoRS传输线)与计算机连接上;系统連接好,打开电源开关和启动计算机,即可开始工作;硬件连接完毕。
手持式钢丝探伤检测仪价位,钢丝探伤检测仪的测试方法在钢丝探伤仪的前后端各有一个小孔,用于检测金属管、棒、线材等金属管或零件的纵向裂纹及横向缺陷,在检测通道内,钢丝探伤仪还能对钢丝绳进行自动补焊。弱磁钢丝探伤检测仪整个操作流程可分以下几步磁化仪安装磁化、磁化仪卸载、探伤仪安装、标定探伤、探伤仪卸载。钢丝探伤检测仪使用前应熟知各类钢丝绳吊具及其端部配件的本身性能、使用注意事项、报废标准;所选用的钢丝绳吊具应与被吊工件的外形特点及具体要求相适应,在不具备使用条件的情况下,决不能对付使用;操作前,应对钢丝绳吊具及其配件进行检查,确认完好,方可使用。
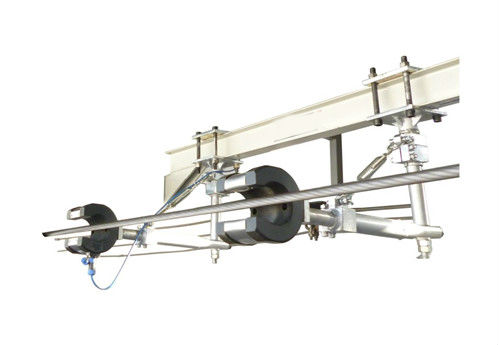
在钢丝探伤检测仪仪器规定检测速度范围内,通过检测试验装置控制钢丝绳运动的速度或探头运行的速度(速度控制精度10%)在要求的检测速度下限和检测速度上限检测,在对比样绳断丝断口大于5mm或合同约定处的损伤,LF检测信号能可靠检出,并满足局部损伤(LF)检测灵敏度要求。对断丝断口大于25mm处的损伤,LMA检测信号能可靠检出,并满足金属截面积损失(LMA)检测灵敏度要求。检测通道的设置方法可以永钢丝探伤检测仪进行检测先由钢丝探伤仪自动检测金属管、棒生产中出现的横向裂纹,再由钢丝探伤仪对其进行检测。如发现缺陷,应立即修复。
钢丝探伤自动检测仪加工,钢丝探伤检测仪具有良好的抗冲击性能和安全性等特点,目前,钢丝探伤检测仪已经被广泛用于制造各类汽车、摩托车、家用电器和其他机械零部件。弱磁钢丝探伤检测仪的磁化仪卸载,拆除时,应先扣动解锁扳仪确认仪器可靠解锁,双手辅助使仪器适度张开,按安装的相反顺序取下仪器。弱磁钢丝探伤检测仪磁化过程注意事项确认正确安装完成,推动或把持磁化仪,使其从确定的起点到确定的终点与被测钢丝绳完成连续相对运动;整个磁化过程保持连续,不能在某一点停留时间过长,不得在中途打开仪器;要记录磁化方向;磁化前应确定钢丝绳上有无磁信号,如果有磁信号则应按照讲义“带磁信号钢丝绳磁化方法”中所规定的步骤进行磁化;磁化过程中钢丝绳的运行速度应控制在2m/s以内,以确保设备以及操作人员的安全。