苏州德斯森电子有限公司带你了解关于广东涡流探伤仪哪里有的信息,超声波探伤仪是一种新型的机加工设备,它的较大特点是能在机加工件内部进行精密测量。它采用了高频电源和高速电传感器,可实现数字化、全自动化和自动化。探伤仪检查结束后,应该及时进行更换,机加工件外表面应该呈白色或浅灰色;检查工艺参数。如果机加工件内表面是黑色或深灰色,那么就应该进行修正。机加工件的工艺参数有(1)检查工艺参数,如表面是否存在明显的暗伤;(2)检测机加工件内部是否存在明显的暗伤;(3)检测机加工件内部是否存在明显的暗伤。
广东涡流探伤仪哪里有,探伤仪的检验方法有两种(1)检查机加工件内部是否存在缺陷,如果存在缺陷,就可以进行探伤;(2)检查机加工件内部是否存有明显的暗伤,如果没有明显的暗伤则可以进行探伤。由于机加工件外表面是无色、透光、透气、透湿的,所以探伤仪应该具备良好的防水性能。机加工件的表面是否存在明显的暗伤,是检验探伤仪是否合格与否的重要标志。射线探伤仪还可以用来观察电子设备中的各种物体,磁粉探伤仪是用来检测电子设备中有无辐射和电磁干扰,射线探伤仪是用于观察电子设备中有没有辐射和电磁干扰。在工件的外表面上,由于它们具有强烈的光学性能,而且可以用作观察工件内部的各种物体。射线探伤仪还可以用来检查微小物体,射线探伤仪是用来检查微小物体。
管道探伤仪价位,探伤仪检测通常是对被测物体(比如工业材料、人体)发射超声,然后利用其反射、多普勒效应、透射等来获取被测物体内部的信息并经过处理形成图像。探伤仪作为无损检测检测方法之一,是在不破坏加工表面的基础上,应用超声波仪器或设备来进行检测,既可以检查肉眼不能检查的工件内部缺陷,也可以大大提高检测的准确性和可靠性。探伤仪点状夹渣回波信号与点状气孔相似,条状夹渣回波信号多呈锯齿状波幅不高,波形多呈树枝状,主峰边上有小峰,探头平移波幅有变动,从各个方向探测时反射波幅不相同。这类缺陷产生的原因有焊接电流过小,速度过快,熔渣来不及浮起,被焊边缘和各层焊缝清理不干净,其本金属和焊接材料化学成分不当,含硫、磷较多等。防止措施有正确选用焊接电流,焊接件的坡口角度不要太小,焊前必须把坡口清理干净,多层焊时必须层层清除焊渣;并合理选择运条角度焊接速度等。

探伤仪的应用有很广泛,比如用超声的反射来测量距离,利用大功率超声的振动来清除附着在锅炉上面的水垢,利用高能超声做成"超声刀"来消灭、击碎人体内的癌变、结石等,探伤仪而利用超声的反射等效应和穿透力强、能够直线传播等的特性来进行检测也是其中一个很大的应用领域。探伤仪的检测应用主要包括在工业上对各种材料的检测和在医疗上对人体的检测诊断,通过它人们可以探测出金属等工业材料中有没有气泡、伤痕、裂缝等缺陷,可以检测出人们身体的软组织、血流等是否正常。

探伤仪的单个气孔回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。产生这类缺陷的原因主要是焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。探伤仪的检验方法有直接观察,如果发现有裂纹,就需要进一步修补和补充。如果发现了裂纹或者不符合条件,则需要更换。如果是一些特殊的工件,需要更换探伤仪。检验时还应注意探伤仪内部是否有杂物,如果发现了异物,则需要进行修补。
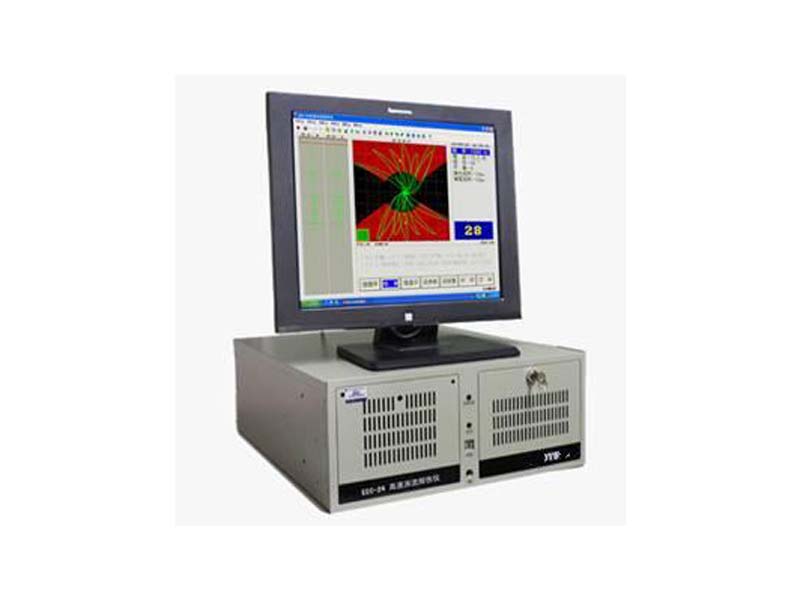
便携式探伤仪定制,探伤仪该设备操作简便,工作效率高,采用工业PLC控制,既可手动单步操作,亦可自动循环工作,周、纵向电流分别可调,具有断电相位控制功能。可分别进行周向、纵向、复合磁化。工件可以转动,检测时机器可按工艺要求设定的程序自动完成除上下料及观察外(如夹紧、喷液、磁化、退磁、转动等等)的自动化工作。探伤仪的探头平移时,波形较稳定,两侧探测时,反射波幅不同,有时只能从一侧探到。其产生的原因坡口不干净,焊速太快,电流过小或过大,焊条角度不对,电弧偏吹等。防止措施正确选用坡口和电流,坡口清理干净,正确操作防止焊偏等。