


厦门和伟达超声波设备有限公司与您一同了解钎焊后超声波清洗机公司的信息,钎焊后超声波清洗线主要工艺流程上料,超声波清洗,超声波漂洗,水喷淋冲洗,热水漂洗,烘干浸油防锈烘干,出料。结构特点1.定工位清洗,清洗时间一致,清洗均匀。2.PLC自动控制,能够根据实际情况来更改清洗参数。3.独立的循环过滤系统,每个清洗工序都有独立的储液箱,使过滤更干净,更换滤芯方便。4.自动恒温控制和自动报警系统处理清洗过程中任何可能出现的题。5.可加装循环热风干燥设备。去除钎剂残留焊后去除钎剂残留是一个简单,但是必不可少的操作。钎剂残留是化学物质,通常对母材和钎焊接头具有一定的腐蚀性,如果焊接后没有进行清除,将腐蚀钎焊接头区域,使得接头性能变差。因为大多数钎剂是水溶性的,所以,简单的去除方式就是将钎焊接头浸入热水(50℃或更高)中淬火,或者利用流水冲洗。在钎焊接头还是热的时候,浸入水中或冲洗的去除效果更好。但是需要注意,在将热的钎焊接头浸入水中或冲洗之前,应确保钎料已经完全凝固。
超声波在钎焊过程中的影响机制可以归纳为三点超声波空化能够移除填充于金属与陶瓷之间的宏观气泡;陶瓷表面受原子的高速冲击;填充材料与陶瓷之间的摩擦。这些因素改善了陶瓷与填充金属间的润湿性。当超声作用时间从10s增加到90s时,陶瓷表面的润湿面积从16%提高到4%,连接强度也从95MPa升高到37MPa。超声波清洗和其它传统清洗手段效果比较在七十年代中期,国内的超声波清洗机终于世。它的发展也经历了电子管式、闸管式、晶体管式及VMOS管式等几个阶段。电子管式超声波清洗机因为管子自身的弱点,已很少生产。之后国内外所生产的晶闸管式,由于受到器件本身特性的限制,多为2KW以下,工作频率也较低,约为20KHZ而且其效率仅达80%左右,故障率较高。发展到晶体管及VMOS管式超声波清洗机,因为受管子容量的限制,只适用于小功率的超声波清洗机,且控制电路也比较复杂。无锡雷士超声波设备有限公司从事研制超声波清洗设备已有多年的历史,从国外引进高技术,采用进口元器件及原材料配套,水仙研制出系列电路频率自动跟踪的超高频、高功率、性能稳定的超声波清洗机,该机体积小、重量轻、操作简便,效率大95%以上,功率因数达到95以上。从而满足了广大用户特定的清洗要求。并可根据生产规模,设立多个工位的清洗线,综合应用各种清洗手段对工件做完整的清洗。
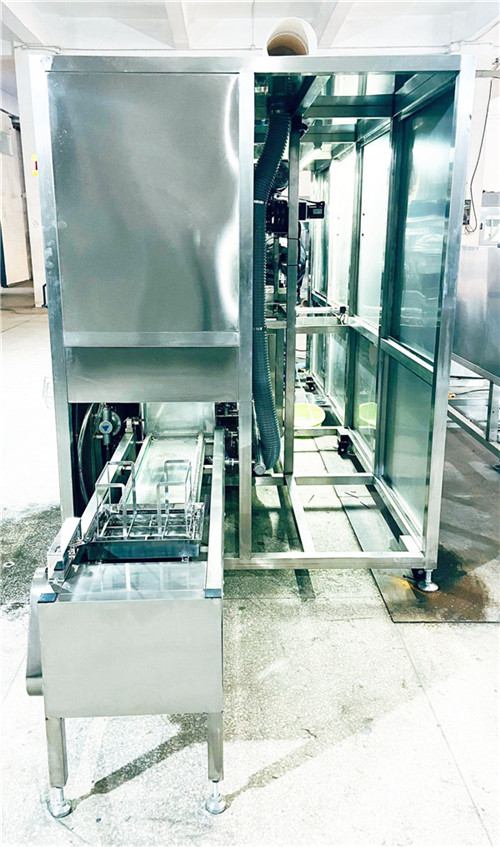
钎焊后超声波清洗线设备用途主要用于产品钎焊后的清洗。设备组成该设备由1个去离子水加热沸腾槽(配超声波),1个醋酸加热超声波槽,1个去离子水喷淋清洗槽,1个去离子水QDR清洗槽,2个去离子水超声波清洗槽。自动进料装置、槽口负压排气装置、1套智能式龙门多钩机械手、不锈钢机架、不锈钢外封罩、超声波清洗装置、自动加热恒温装置、自动过滤循环装置、液位sensor、温度sensor、PH值sensor、电导率sensor、醋酸槽加药装置、去离子水沸腾槽预热补液槽装置、封罩顶部排气接口装置、管路系统、触摸屏PLC电气控制系统、三工位通过式烘道等组成。

引入清洗液的超声振动频率,对于超声波清洗的效果又很大影响,这是由于超声波频率对于空化作用影响很大的缘故,一般采用20KHZ左右,在20KHZ左右的空化作用易于产生,清洗效果较为明显,但对于表面光洁度要求很高,具有较小直径的孔或狭缝,宜用波长较短,能量集中的高频超声波清洗,又是频率可达KHZ左右,但高频的超声振动在清洗液中衰减较大,作用距离较短,空化强度也弱,清洗效率较低,而且由于高频的方向性而产生的阴影区使制件的有些部位清洗不到,在使用无频率跟踪的超声波清洗装置时,需要经常调节发生器的频率旋钮,使其输入信号的频率与换能器的固有振动频率保持一致,此时空化比较强,在透明的液体中可以看到有很多白色聚流,以手试探犹如针刺感觉。
超声波辅助钎焊铝基复合材料研究了Al2O3P/Al复合材料的超声波辅助钎焊,认为铝基复合材料表面的氧化膜存在两种破除机制,即潜流辅助破除机制和直接破除机制。前者的机理为锌-铝钎料可沿表面氧化膜的通道潜入到氧化膜与基体界面,形成“皮下潜流“现象。当潜流发生时,钎料沿基体表面发生铺展,基体表面的氧化膜首先被潜流金属剥离后在超声波作用下破碎。若无潜流现象发生,钎料通过氧化膜破裂通道向基体中扩散,造成基体局部熔化,液化区表面的氧化膜在超声作用下破碎。破碎的氧化膜可以层片状存在于钎缝中,对钎焊接头性能造成不利影响。此外,为解决颗粒增强相在钎焊中的偏聚题,可采取适当的等温处理,在一定的固相含量范围内(35%%),利用先结晶相的“原位钉扎”作用,防止颗粒宏观的偏聚,同时还可防止常规凝固过程中基体晶粒的过度生长,起到细化晶粒及提高接头强度的作用。
传统的钎焊主要是通过钎剂或压力来破碎基体表面的氧化膜,但其并不能解决非金属材料与钎料之间的润湿题。超声波辅助钎焊可促进钎料与基体表面的润湿,非常适用于润湿性较差的陶瓷与金属之间的连接。Naka等将Al2O3,陶瓷置于超声波作用的锌铝钎料池中金属化,然后在K进行超声辅助钎焊。超声波辅助钎焊作为一种无钎剂钎焊技术,得到了越来越广泛的应用。目前超声波辅助钎焊技术的研究大都侧重于超声辅助钎焊工艺参数对接头性能及显微组织的影响、氧化膜的破碎机制、超声辅助钎焊接头的连接机理,而对超声辅助钎焊的物理机制研究不多。超声波辅助钎焊时,由于超声作用时间极短,超声波作用下液态钎料的流动、铺展及润湿的动力学机制,液态钎料在超声振动与毛细效应复合作用下的填缝机制,超声波在基体液态钎料界面的传播特性及相互作用,是超声波辅助钎焊的理论基础,也将是未来的研究方向。